集中供液式切削乳化液净化回用设备



企业单位
制造商
1-49人
1000万
 点击查看大图 |
|
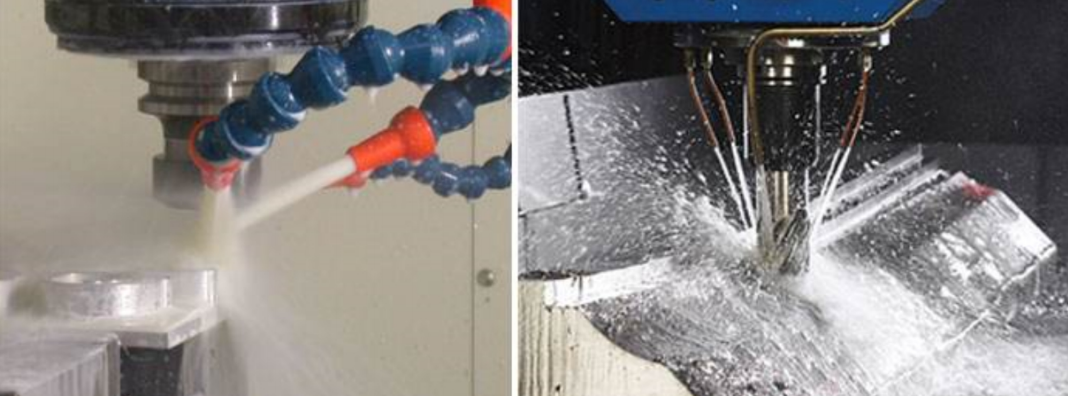
切削乳化液简介
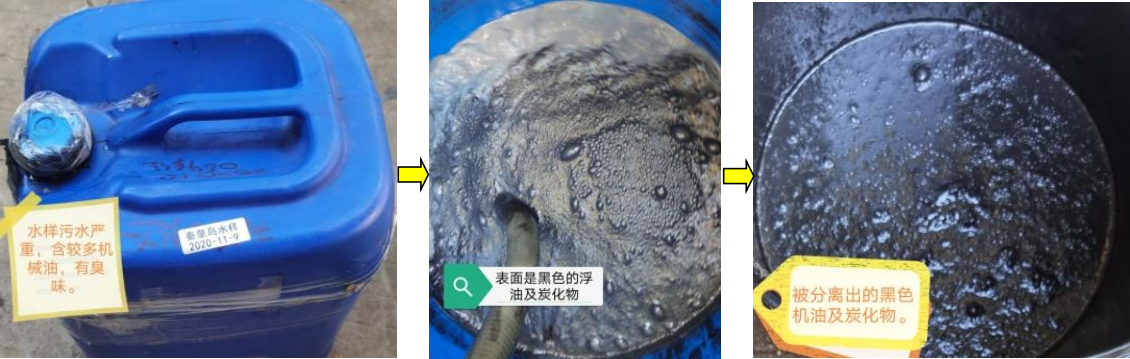
机械制造工业中,金属切削加工使用大量乳化液作为润滑冷却之用,乳化液经过一段时间使用后,就会变成废水排出。
乳化液中主要含有机油和表面活性剂,是用乳化油根据需要用水稀释再加入乳化剂配制而成的。在机床切削使用的乳化液中为了提高乳化液的防锈性,还加入了亚硝酸钠等。由于乳化剂都是表面活性剂,当它加入水中,使油与水的界面自由能大大降低,达到最低值,这时油便分散在水中。同时表面活性剂还产生电离,使油珠液滴带有电荷,而且还吸附了一层水分子固定着不动 , 形成水化离子膜,而水中的反离子又吸附再其外表周围,分为不动的吸附层和可动的扩散层 , 形成双电层。这样使油珠外面包围着一层有弹性的、坚固的、带有同性电荷的水化离子膜,阻止了油珠液滴互相碰撞时可能的结合,使油珠能够得以长期地稳定在水中,成为白色的乳化液。
因此,由于乳化液的稳定性质,导致其处理难度大大增加。
切削液是一种金属切、削、磨加工等过程中,用来冷却和润滑刀具和加工的工业液体。它由多种超强功能助剂经科学复合配合而成,同时具备良好的冷却性能、润滑性能、防锈性觅、易稀释等特点。
但切削液在加工过程中易变质、变性发臭,使用寿命较短,失效后产生切削废液有机污染物含量高、毒性大、难生物降解,并且含有大量的油类物质及乳化状态的油,若直接排放,对环境危害严重,交由具资质的处理公司委外处理,成本昂贵,从而大大加重了企业的运营成本。
机械加工切削液废水由于其有机物浓度高,乳化状态稳定,成分复杂且难生物降解。
1、切屑及固态杂质混入--堵塞管道、泵体影响流量,使冷却效果变差,磨损刀具、划花工件,尤其胶体(菌落聚集体、有机物浓缩液)更不易清理;
2、导轨油、润滑油渗入,切削液中乳化油破乳聚合、油水分离--形成一层浮油层;
3、腐败发臭--由于表面油膜覆盖液面,利于厌氧菌繁殖,把切削液中有机物分解、 腐败,产生有机酸及硫化氢(H2S)臭鸡蛋气味,有毒,刺激人体皮肤过敏及呼吸 道不适、头晕、中毒;
4、浓度变化--溶液浓度=溶质/(溶剂+溶质)×100%,一般浓度适宜范围 5%~12%,由于溶剂(水)高速成雾,高温挥发会令浓度升高、变粘稠;溶质--有效成分随工件与切屑被带走、浓度下降,浓度不稳定影响到加工因素 不稳定,对加工质量产生不利影响;
随着国家层面对环保法规的强化(水十条),员工环保意识的提高,自我保护 意识增强,员工及周边居民的投诉会越来越多,因此对劣化变质切削液的处理已不是一个微不足道的问题。
随着金属加工行业的迅速发展,机械加工切削液的使用量日益增长,为控制废水污染环境,保护生态,我国在1998年发布了[1998]089号文件,该文件将切削废液列入乳化液的一种,为危险废物,必须经过严格处理才能排放。
—种方法通常难以去除,神海管式膜集成技术有效分离切削乳化液的创新技术正受全球环保行业瞩目。
工艺流程:
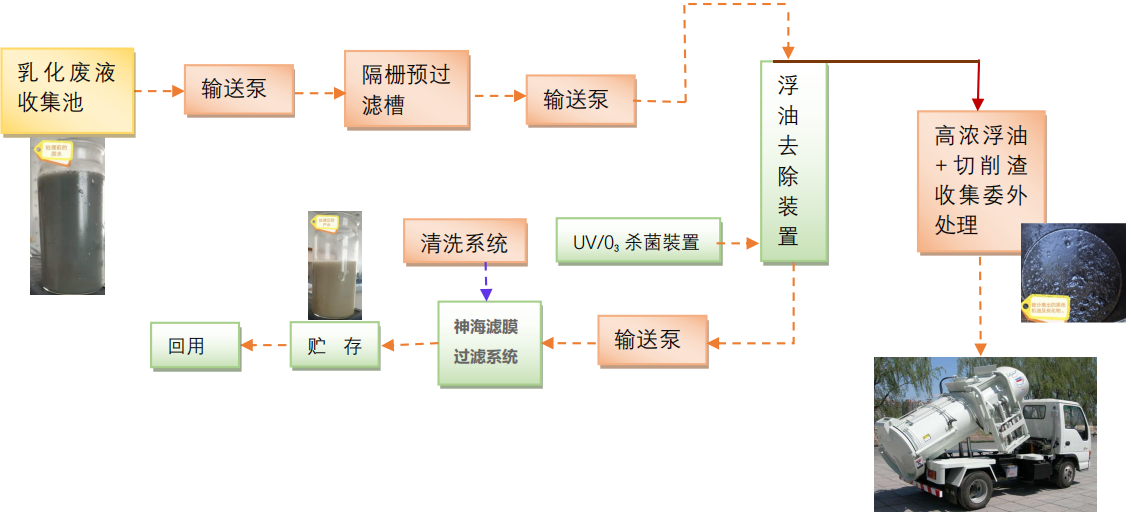
工艺说明:
1、 生产中的切削乳化液输送泵送至浮油装置,将废液中的油脂及削渣分离排出,收集委外处理。
2、 经浮油装置处理后的切削液,经输送泵加压进入 UⅤ/裝置杀菌及神海滤膜系统作精微过滤。
3、 过滤后的切削液输送回生产循环再用。
技术参数:
1、 切削液处理量: 1.5 吨/小时。
2、 产水水质: 无目视可见物
3、 神海滤膜系统的流量不能满足产能要求时,则需启动清洗工序,对其进行恢复性清洗
切削液过滤测试报告: